QualityInspection.org
Quality Assurance, Product Development, and Purchasing Strategies in China


Hi, my name is Renaud Anjoran. I have been working in China since 2005, mainly in quality inspections, factory audits, and manufacturing improvement projects.
Since 2015 we also help our clients with project management and engineering services - what it takes to develop their new products in good conditions.
I have been blogging about this for 10 years. Some of the most useful articles are featured below.

Must Read Posts





Are you buying products from China, Vietnam, or India?
As you might already have noticed, everything you do has an impact on quality and compliance. Let me share some tips with you depending on where you are in the process (hit the links to learn more about each topic).
When you set up your supply chain
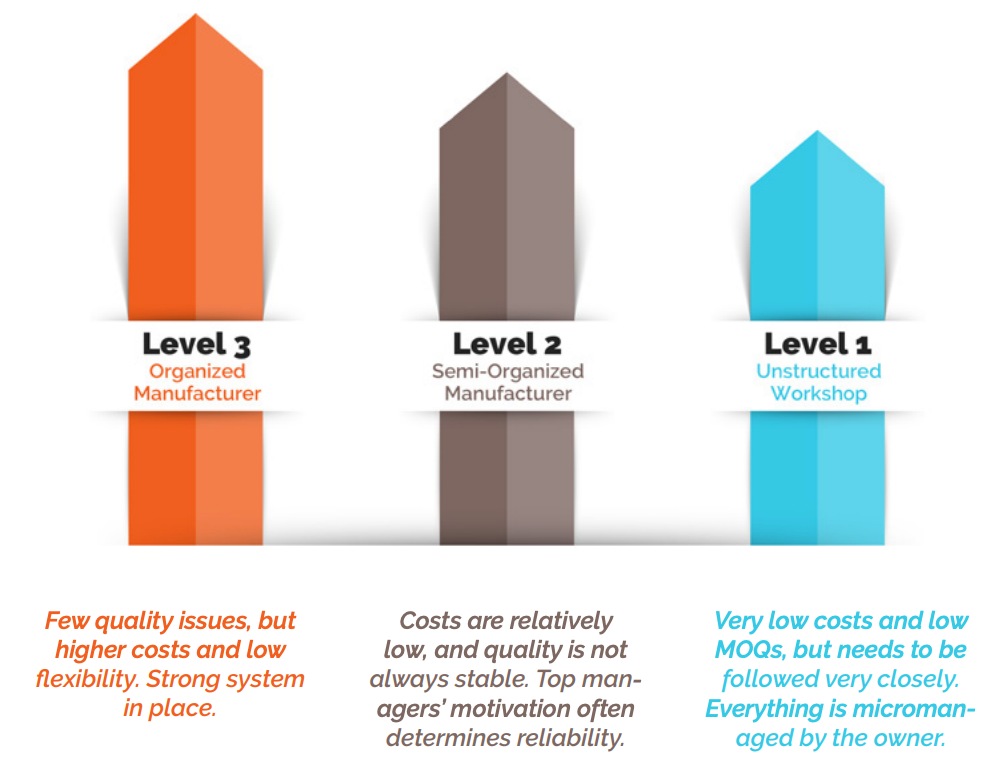
You need to work out what type of supplier you are working with:
- Typical Chinese factory (OEM / ODM)?
- Trading company?
- Contract manufacturer?
- How large are they, and how mature are their systems & processes?
Payment terms
What payment terms are you agreeing on, and are you having suppliers sign enforceable contracts? All this will help you keep leverage in your hands.Supply chain visibility
Do you have visibility over the suppliers of critical components/materials?Supplier performance and development
How do you keep track of supplier performance (quality, on-time delivery, cost, service) and challenge them to improve? Can you trust them to self-inspect?When you buy products
Samples
Do you approve samples that must be representative of mass production? Do you also define your quality standard and specifications (in the form of a checklist)?Quality inspections
Do you send QC engineers (at least at the final inspection stage) to confirm that production is acceptable? After shipment, there is probably nothing you can do if you get bad quality.Certifications and lab testing
Do you keep in mind the need for certifications and/or laboratory testing, to be compliant with regulations?If you develop new products
Product development
Do you manage the development process? Or do you let the supplier handle it all (the more complex the product, the more dangerous this approach is)?NPI
If your new product is complex, do you follow a good 'new product introduction' process, from design reviews to small pilot runs?
