
If you purchase products from Chinese factories, I guess you have used acceptance sampling based on the concept of AQL. In simple terms, an inspector draws samples from the whole batch, checks them, and the batch is either accepted or rejected.
There are different types of sampling plans, as I wrote before, including this one:
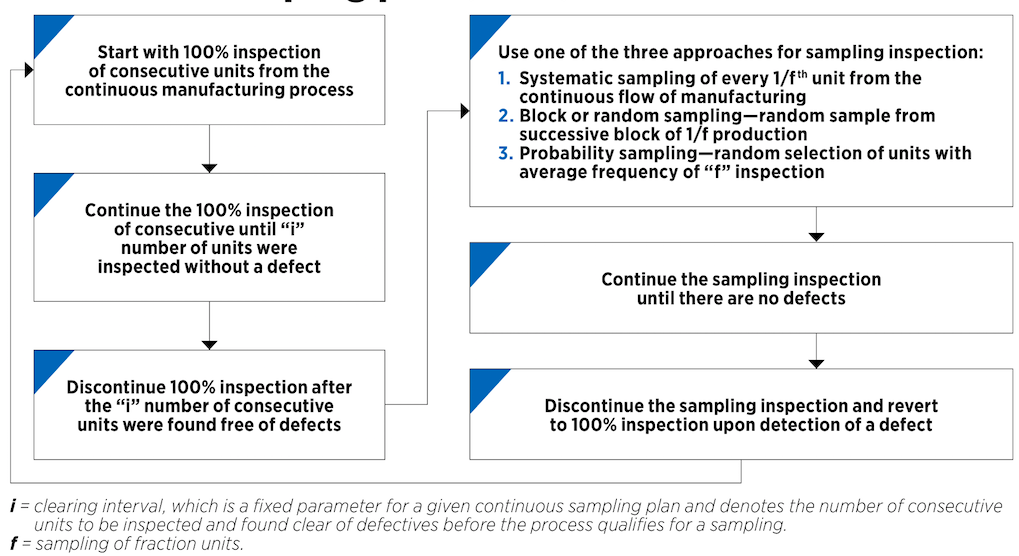
“Continuous sampling” is the best plan when products are made individually in a continuous flow. It makes no sense to pick samples inside each “batch”. It consists of several phases:
- At the beginning, each piece is checked (that’s the “screening”).
- After a certain number of pieces were found satisfactory, only certain pieces are checked randomly (that’s the “sampling”).
- If a piece is defective: back to screening.
I found a nice graphic representation of that type of sampling plan in this month’s Quality Progress magazine.
It strikes me as a great approach for a manufacturer to keep a close eye on quality.
This plan is specified in US Militari Standard (1235C). I have NEVER seen it in use in a Chinese factory.
Obviously it is adapted to certain situations but not others:
- Where pieces are made 1 by 1 or maybe 5 by 5, but not in batches of 1,000. Good right after an assembly job, not right after a baking process.
- Where mistake-proofing hasn’t been put in place and there are known sources of issues.
- Where people are not likely to ‘game the system’ and declare fake numbers in order to save time and look good (this is a serious issue in most Chinese factories).
For a convenient online calculator, go to SPC online.
This is a great start.
With all respect to my colleague and friend Renaud (whose company makes a living using AQL based sampling), ongoing process control is a far more effective strategy for customers who want an ongoing steady supply of goods vs. AQL sampling. AQL makes sense if you’re walking in with no established information about the producer’s capability, and in particular is useful if you can tolerate a modest quantity of minor defects (e.g. appearance problems. Using AQL you can find out if things are getting worse than past performance.
I would add two things to this approach.
1) For the critical characteristics, do SPC capability studies at the outset; this will help you prioritize which things need to be checked 100% and which can be periodically audited.
2) Rather than sampling randomly, do periodic “gate” inspections – say twice a day. Check a small sample – say 5 consecutive pieces. If all are good, accept the last 4 hours production. If not, segregate the last 4 hours and do 100% remediating inspection. Over time, you might decrease frequency of checks as performance warrants.
Use a process-based approach!
Thanks Brad. I agree! A process-based approach, based on data, is always the way to go when possible.