

I wrote a few articles about ISO 9001 recently:
- The standard itself pushes companies in the right direction, but the auditing & certification process has many flaws: Basics about ISO 9001: The Standard and the Certification Process
- The standard pushes manufacturers to think in terms of systems and processes, among other benefits: Benefits of ISO 9001 for a Chinese manufacturing organization
- Many factories have been certified, but implementation was really bad: Factory Audit Tips: 10 Signs of a Bad ISO 9001 Implementation
I’d like to touch on another thought:
ISO 9001 is only a set of basic requirements, and the bar is not very high!
Keep reading for my ideas and observations about the way a factory can go beyond ISO 9001 and hold itself to a higher standard.
Is there another standard that is tougher (an “ISO 9001++”)?
In some industries, there is.
For example, IATF 16949 was designed for automotive part suppliers (and those parts can be in steel, rubber, glass, nylon, etc.). It is a BIG step up over ISO 9001. However, in my understanding, only a company actually invited to supply car components to a “member of the club” can apply for certification.
In aerospace, medical devices, food, and so on, there are also such standards, but they are usually not as stringent as IATF 16949:2016. They are “ISO 9001 with industry-specific characteristics”.
Applying tools for better process control
I wrote about this before in 3 Basic Process Improvement Tools: Flow Chart, FMEA, Control Plan.
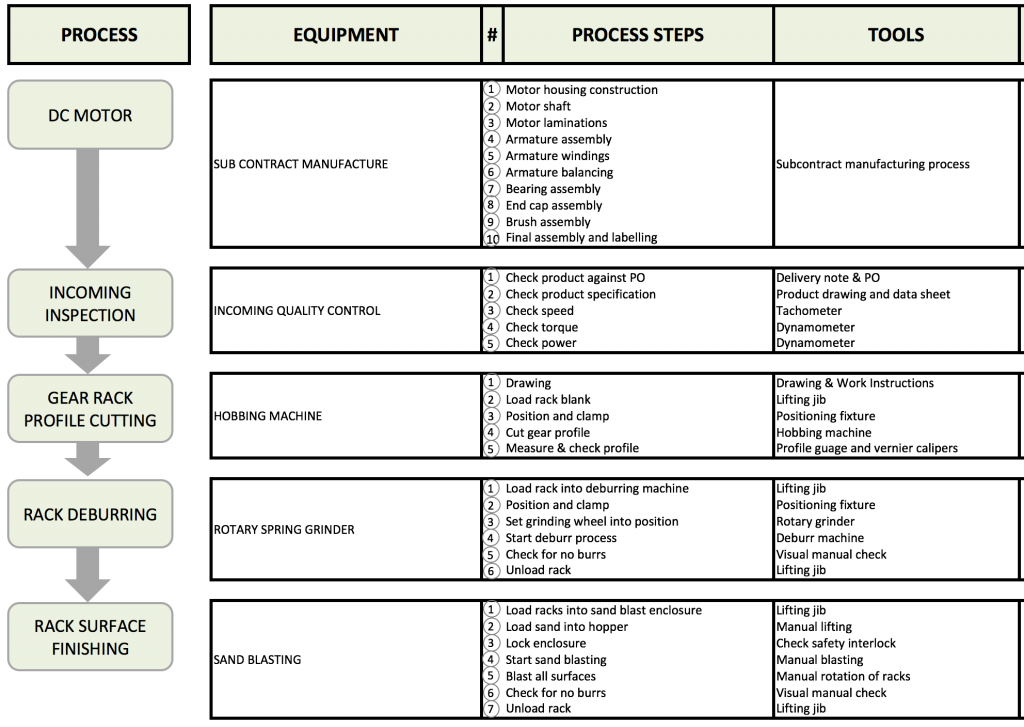
Tool 1: Process flow chart
To have a view of the series of steps making up a production process, map these steps. It is a great first step to go faster when applying tools 2 and 3 below, and to educate the entire workforce about what exactly is being done in the factory…
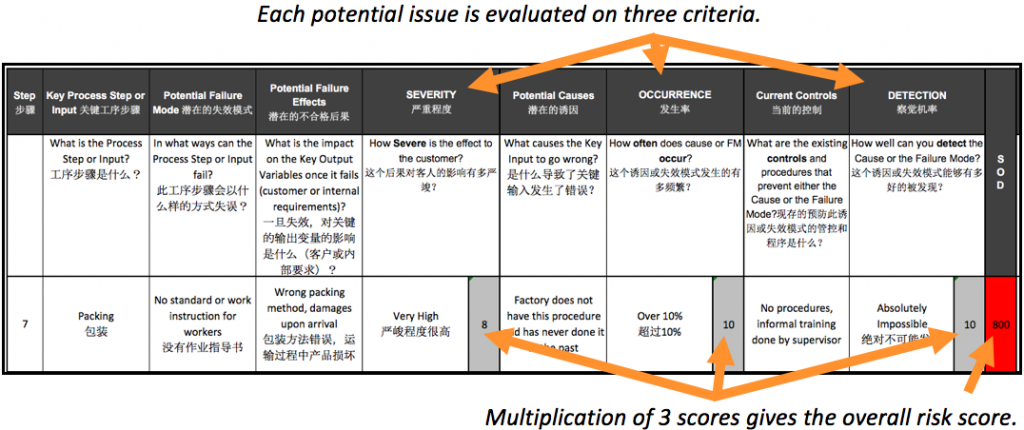
Tool 2: Process FMEA
Potential issues, as well as past issues, are listed. The three components of risk are broken down for each of those issues:
- The severity of the impact
- Occurrence — how often it is expected to happen
- Detection — how likely is it to be caught before it has an impact?
I covered the PFMEA in this article before.
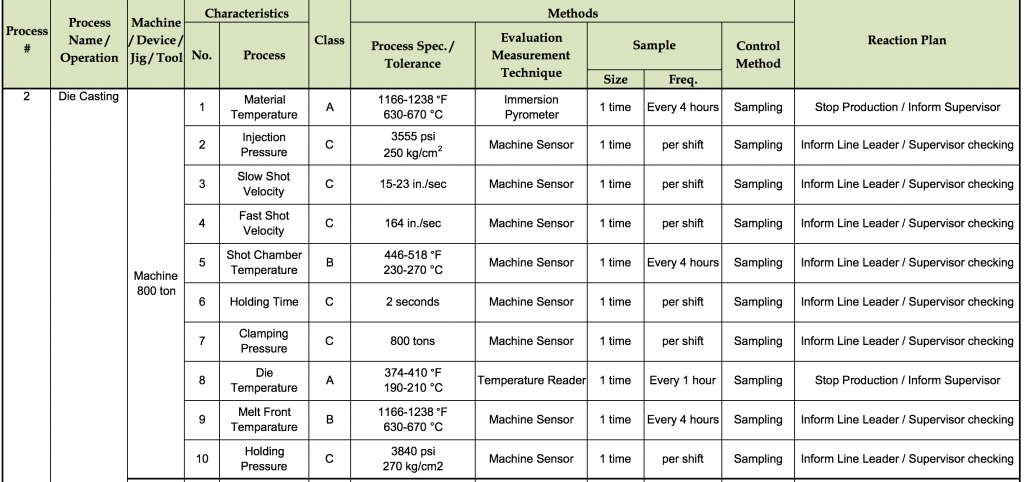
Tool 3: Process & product control plan
The control plan is the central document for improving process controls and ensuring better product quality. Doing an FMEA before helps focus on the most critical issues and how to avoid them.
It usually shows process controls — in this example, a die casting process:
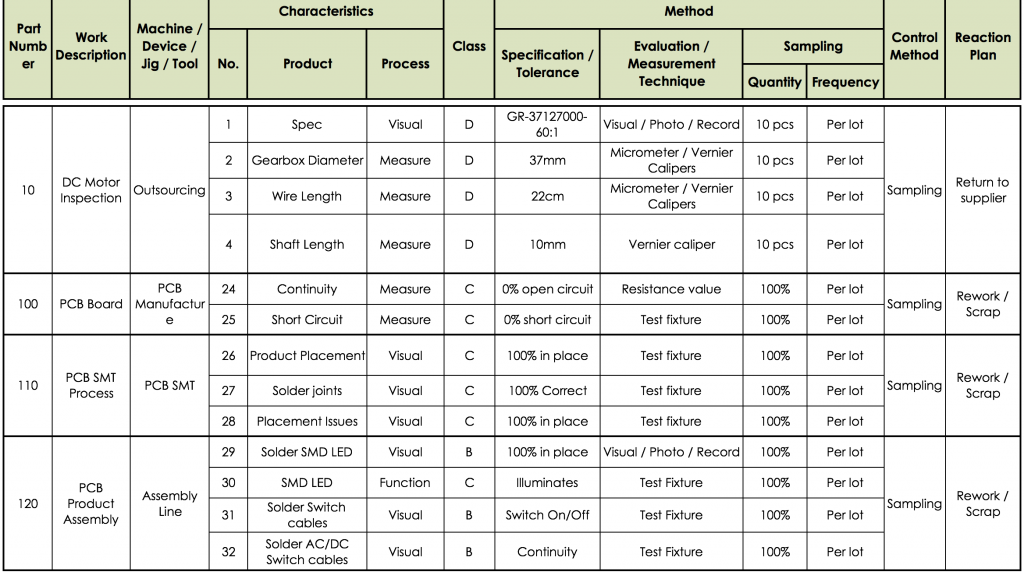
And also product controls — in this case, inspection of incoming electronic components:
Being excellent at new product development
In the auto industry, a part must be ready for production in the millions of pieces. There is a strong emphasis on preventing as many issues as possible at the design and development stages.
In contrast to the design & development requirements of ISO 9001, car makers like General Motors or Volkswagen require their suppliers to set up an “advanced” product quality planning (APQP).
The same general approach is followed by pretty much every company that aspires to excellent manufacturing. Apple does it. Airbus does it. Siemens does it. And so forth.
Tolerating fewer issues from suppliers, and pushing them to have better process controls
Many companies spend a lot of time fixing their internal issues, but never go and push their suppliers to improve. This can severely restrict their ability to improve quality.
- Is a supplier doing consistently bad work? Give them an ultimatum to show improvement.
- Does a supplier refuse to take action? Switch to another one, or internalize their operations (assuming you don’t have to buy very expensive equipment or develop totally new competencies).
- Is a supplier unable to decide on what to do? Give them support, or push them to work with consultants.
Getting from ‘continual’ to ‘continuous’ improvement
As I wrote before, an improvement cycle can be repeated every week. On, and on, and on:
The act of tracking quality defects, attacking the root causes of the most frequent ones, following up on data, and repeating that cycle, is very helpful to any factory. It decreases their quality issues but also rework, scrap, and customer complaints. And, at the same time, it makes auditors happy since a good continual improvement process is in place and has proven its effectiveness.
What does the TS 176 committee say about this?
They are the committee that has developed the recent versions of ISO 9001. They are very clear about the fact that it only spells our minimum requirements, and that it is not the end-all-and-be-all of a quality management system.
They wrote the ISO 9004:2018 standard, which gives general guidelines to go deeper into the topic, but I didn’t find it very helpful (apart from the maturity assessment checklist, which can point to opportunities for improvement).
—
What have your experiences been, on this topic? Let me know by leaving a comment.
(Photo by smswigart at Morguefile.com)
Disclaimer
We are not lawyers. What we wrote above is based only on our understanding of the regulatory requirements. QualityInspection.org does not present this information as a basis for you to make decisions, and we do not accept any liability if you do so.
Are you designing, or developing a new product that will be manufactured in China?
Sofeast has created An Importer’s Guide to New Product Manufacturing in China for entrepreneurs, hardware startups, and SMEs which gives you advance warning about the 3 most common pitfalls that can catch you out, and the best practices that the ‘large companies’ follow that YOU can adopt for a successful project.
It includes:
- The 3 deadly mistakes that will hurt your ability to manufacture a new product in China effectively
- Assessing if you’re China-ready
- How to define an informed strategy and a realistic plan
- How to structure your supply chain on a solid foundation
- How to set the right expectations from the start
- How to get the design and engineering right
Just hit the button below to get your copy (please note, this will direct you to my company Sofeast.com):
