

Turning raw materials and components into a finished product can be a complex process. It usually requires more steps than a layperson would think of. And, if the manufacturer does not set up appropriate controls along these process steps, there is no assurance that the finished products will be acceptable. Let’s explore the concept of manufacturing process control here…
Table of contents
Keep reading or hit the links to skip to each section:
- Understanding processes is important
- The basic concept of manufacturing process control
- Exploring the 4 elements of a manufacturing process
- What does a process control plan look like?
- How to plan for process controls?
- Are statistical process control (SPC) tools a must?
- How to tie it all in with broader quality improvement activities?
- Summary
Understanding processes is important
Understanding the process(es) at work is really manufacturing 101, and most foreign buyers skip this. They may fly to China or India, visit their suppliers’ facilities, think the factory people know their processes pretty well, and don’t take the time to gather that knowledge.
There are a set of process inputs, different controlled variable inputs as well as many uncontrolled variable inputs, all of which contribute to the manufacturing process outputs. And believe me… when it comes to complex processes, a very small proportion of manufacturers in low-cost countries have a good grasp on what gets them good vs. bad results.
The basic concept of manufacturing process control
To put this into the simplest terms, a manufacturing process is an activity, or group of activities, that takes multiple inputs, transforms and adds value to them, and provides an output in the form of a product.
The diagram below shows this simple concept.

This is easy to grasp on a simple product such as making a cup of coffee where the inputs are minimal, the process is to add the inputs to a cup and stir, which results in the finished product.

If you get all this right (in other words, if your process controls are good), you will get a good cup of coffee.
So, let’s now look at a more complex model that’s more suitable for an engineering project:

Source: Quality Progress May 2016
Exploring the 4 elements of a manufacturing process
Let’s look at each of the 4 elements in turn.
1. Process inputs
Process inputs can be considered as raw materials, as well as water, electricity, fuel, and energy, all of which contribute to turning the raw material into a finished product.
You have probably heard the saying “garbage in, garbage out”. That’s really easy to understand. And yet, from my own observations, more than 50% of Chinese manufacturers have no formal mechanism in place to control production inputs.
Let’s take an example: They buy paint. Do they know how to check if every batch they get respects the desired sheer vs. viscosity curve? I have never seen a Chinese company do this well — except, of course, in some car plants. All others trust their paint supplier blindly.
Note that different batches of raw material will always have a slight variation, whether that be a chemical composition, a color variation, or other. All these variations could be within a set tolerance but there will always be variation. That’s a fact.
2. Controlled variables
Controlled variables are parameters that you can control — machine settings for example.
Take the process of injection molding as an example, since it is such a common process in China. These controlled variables would include the melt temperature which is directly controlled by another controlled variable, the heater bands. The next variable to be set would be the mold temperature, this would be determined by the polymer (raw material) being used as different polymers require different mold temperatures. All these variables would have a feedback system that monitors and controls the set point of each attribute.
The switch-over position is the ram position where the filling (injection) stage switches to the post-filling (packing or holding) stage. The cushion distance is the distance from the switch-over position to the farthest position that the end of the screw can reach, as shown in the figure below. Thus, the switch-over position determines the cushion distance. The cushion should contain adequate material for post-filling the part. An insufficient cushion could cause sink marks. The typical cushion distance is about 5 to 10 mm.

Without going into detail for every single variable, I have listed some of the other variables to control in the injection mold process here:
- Screw rotation speed
- Cooling time
- Back pressure
- Mold open time
- Injection pressure
- Mold open stroke
- Holding pressure
- Ejector stroke
- Holding time
- Hydraulic pressure
- Injection velocity
- Water pressure
All these attributes are variable and are individually controlled for the specific process which would include the size of the molding and the polymer being used. In most cases, there would be some sort of feedback system — a closed loop feedback system for example that keeps these variables at a set point.
Note that some equipment (injection presses in this example) might do a great job of controlling those key variables… while others do it wrong. I can’t remember how many times I saw a temperature gage positioned way too far from the center of the mold, where controlling temperature makes sense.
3. Uncontrolled variables
Uncontrolled variables do not have any control, or would have limited control over them that provides a fixed known setting or status.
An example of an uncontrolled variable would be the ambient temperature or humidity in the factory. Even if your factory has air conditioning and dehumidifiers, they might not keep temperature or humidity constant over time.
Now, if they kept enough data (temperature and humidity readings over a long period of time), they might be able to factor in these data for your production process as temperature and humidity may affect the outcome of the manufacturing process. But this would require an understanding of statistics, which is usually pretty weak in manufacturing organizations outside of tier-1 automotive suppliers.
Other uncontrolled variable inputs could include some of the following:
- Shift changeover – where there are multiple shifts producing the same product, there will inevitably be some variation in the staff and how they carry out the same function.
- Operators – one person may be more heavy-handed than the other, one may be faster than another, all these uncontrollable factors influence the process input.
Machines – there may be multiple machines being used to create the same component, and there will be variations between machines. Some of this variation comes from how well the machines are maintained, their age, etc.
4. Process outputs
It is not just the product or component that is the output of the manufacturing process. There are a number of different process outputs produced.
Yield – in basic terms, the yield is the proportion of good items (conforming to specifications) you get out of a process compared to the number of raw items (or equivalent) you put into it. If we simplify it, it would look like this:

So an example calculation for yield would be:

Note: in many cases, it makes sense to calculate the “first pass yield”, which is the proportion of items that went through the whole process (which may include many steps) and came out good without requiring any rework along the way. It is one of the best manufacturing KPIs.
- Waste – this can be measured as scrap items as well as waste process inputs such as energy and water, or heat generated from the manufacturing process itself.
- Capacity – the definition of capacity is: the volume of products that can be generated by a production plant or enterprise in a given period by using current resources.
- Downtime – this is the period during which a machine or equipment is not functional or cannot be used for the manufacturing process. This may be caused by mechanical breakdown, machine adjustments, shortage of labor or shortage of other process inputs.
- Production Rates – this is the number of goods that can be produced in a given amount of time, it can also be viewed as the amount of time it takes to produce one item.
What does a process control plan look like?
There is a good tool for controlling processes, called the process control plan! It is a must in the automotive industry, and it is quite common in many well-run factories in various verticals.
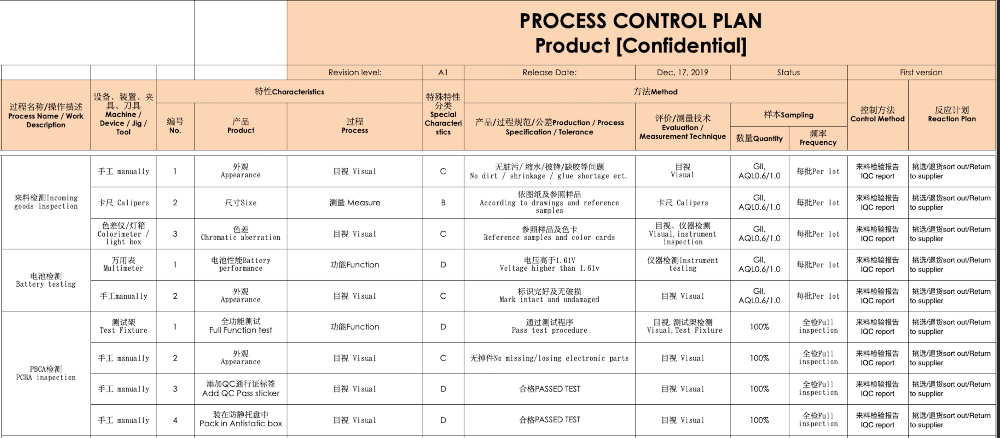
Here’s a real example of a manufacturing process control plan we created for a Sofeast client (note that no identifying details are included to maintain client confidentiality).
Take special notice of the column headings of this example plan, starting with the process name column which shows which process is occurring, special characteristics in which the letter corresponds to how critical to quality the process is (with A being most critical), and the production/process specification/tolerance that shows what the result you expect is.
The information in the plan is directly related to the work instructions given to production operators, inspectors, engineers, buyers, and anyone else involved in manufacturing the product.
You can also see a video walkthrough of what a manufacturing process control plan is like here:
How to plan for process controls?
In order to create your manufacturing process control plan, you’ll need a map of the processes (as seen above with the coffee example) and a ranked list of the highest risks to be mindful of (that can be obtained by performing a pFMEA).
As I wrote in this post, there are 11 steps you can follow to prepare and create your process control plan:
- Set up a multi-functional group – involving team members from different teams is a great way to pool the organization’s knowledge. A single quality engineer working on the plan alone, for example, may miss something that a product designer or supply chain specialist involved in sourcing components wouldn’t.
- Review and confirm the flow chart – earlier on you saw the processes involved in making a cup of coffee, and each process is added to the left-hand side of the plan in order.
- Review and confirm special characteristics – the team decides which steps are critical, very important, or less important. A pFMEA may be used here.
- Review and confirm the control method – which ‘controls’ are required to control the risks that have been uncovered? The team will discuss and devise these with a focus on the most serious risks.
- Review the sampling method – how many pieces need to be checked each time? 100% may not be a sensible use of time or even realistic if large batches are being manufactured, so a number to sample can be devised based, perhaps, on AQL.
- Verify the effectiveness of the measurement system – can problematic parts be found by the system or are some slipping through the net? This needs to be checked and verified.
- Confirm the person in charge – one person should be made responsible for the implementation of the process control plan and updating it when changes are needed, such as if a new risk is uncovered or the customer’s requirements change.
- Confirm the escalation process – a member of senior management should be made aware of the manufacturing process control plan and be ready to make decisions if required.
- Write control plan draft – complete the plan and make sure that operators’ work instructions are in sync with it. Manufacturing is ready to start, so it is wise to examine a pilot run and/or first batch in person to be sure that the process control plan is being followed and that any failure modes that were identified in the pFMEA are not occurring.
- Review and modification – as production is running it may become clear that certain controls in the plan need to be adjusted, for example, maybe one just isn’t as effective as hoped or is taking too long to put into action. Work instructions will also be updated accordingly.
- Control the implementation in the mid-to-long run – the plan needs to work without fail in the longer term. The person in charge, perhaps an experienced process engineer, will monitor the plan and verify that it has been working and is still working sometime later.
Are statistical process control (SPC) tools a must?
Most of the literature about process control deals with statistical tools. However, the first question to ask is, ‘do we need SPC in our situation?’
Let’s distinguish between 2 cases.
Case A) You are not satisfied, and you need to improve quality
If you work on a relatively immature process that may sometimes produce a high number of defective parts, then in general SPC (and more specifically a Design of Experiments, especially if each experiment is expensive in time or material) will be very useful.
And I strongly suggest reading How to Use Statistical Tools to Improve Production Processes, by Brad Pritts. It is great advice.
Case B) You are satisfied with quality levels, but you want to keep monitoring processes
That’s where traditional SPC tools such as control charts and capability indices are shining.
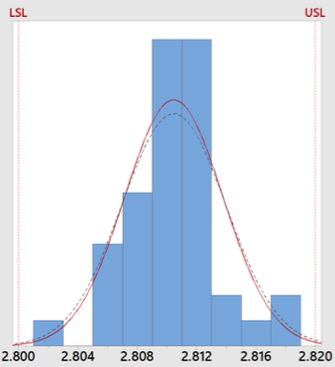
The ‘process capability index’ (Cp or Cpk) is an SPC tool you can use to track how consistently a special characteristic (for example a critical dimension) of a part is close to the target and within the pre-defined tolerances.
The problem is, that type of index is not great at showing what is a signal vs. just noise. So, people might overreact to variation that is actually meaningless.
A control chart (often called ‘process behavior chart’) will alert you when variation seems to be outside of the typical pattern. The way to interpret those data is explained in this article and an unstable process can be seen in this example chart:
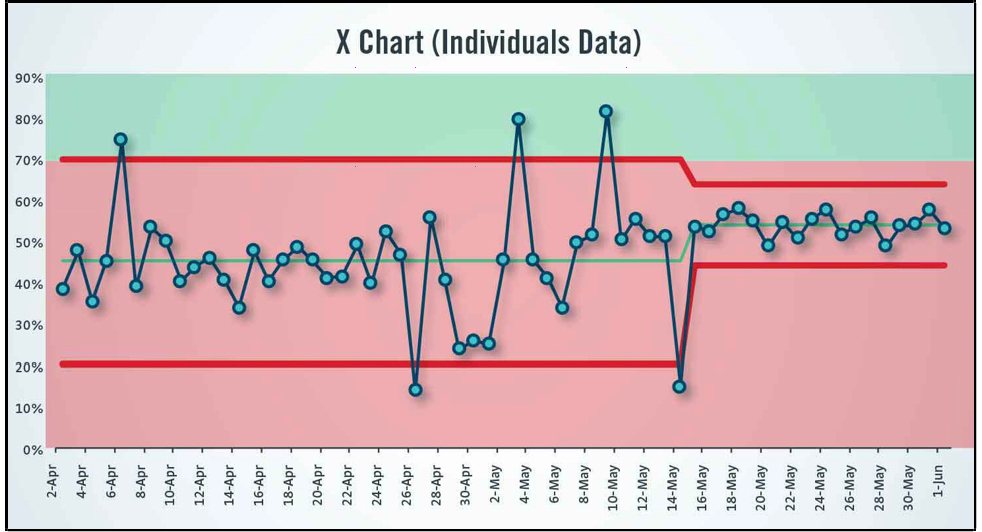
In a stable process, you would expect to see a graph where the fluctuations are less severe. The next priority is to ensure the process is capable of remaining nearly all the time very close to the target value.
You may start with something simpler. Plotting numbers as shown below can help, and most suppliers will understand it quickly.
All that information can be monitored, and hopefully, people can better understand the effect of different variables & inputs on the outputs of the processes. It still needs a brain to analyze and take action (if needed).
(More information on such simple graphs here.)
How to tie it all in with broader quality improvement activities?
Managing quality is a loop where we regularly review our progress and circle back to address new risks.
Process controls are an important part of the quality planning section of the QA program that I suggest importers manufacturing in Asia follow in this post I wrote before:
It follows a circular logic. As you can see from the direction of the arrows the work doesn’t necessarily end, as when new issues are found we double back and redo the planning and QC work to fix those as well.
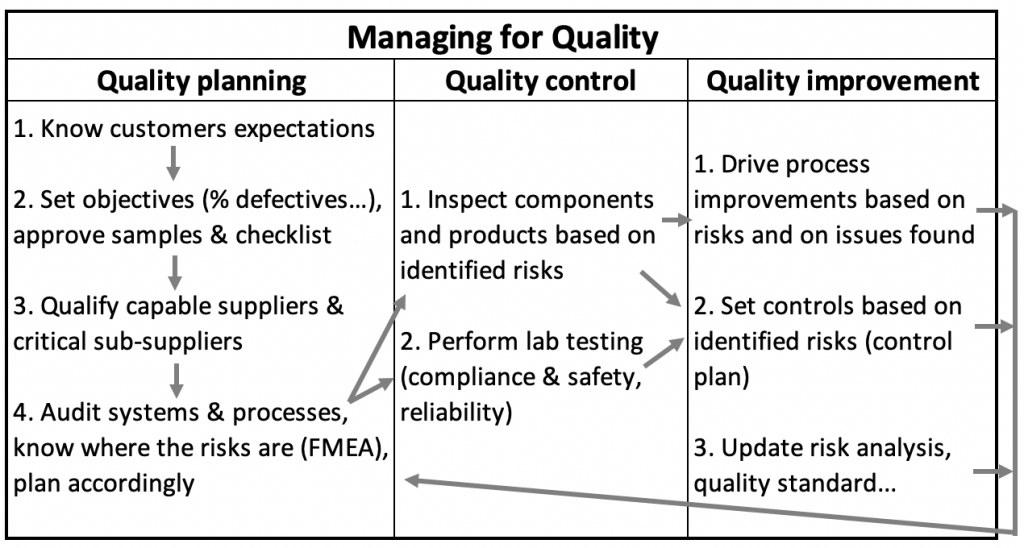
Let’s summarize the 3 sections of the QA plan…
Quality planning
- Know customers’ expectations – a solid understanding of your markets and customers’ expectations will help you get a grasp of what is important to customers such as what is CTQ, what defects would be, etc, which shape your quality planning.
- Set objectives and approve samples & checklist – now you have a handle on customer expectations, use them to create a draft specification sheet, including the common possible defects, AQL limits, approve samples that reach expectations and boundary samples (showing the limit of what is and is not acceptable), and get the supplier to confirm it all in writing (preferably in a legally enforceable agreement).
- Qualify capable suppliers & critical sub-suppliers – when setting up your supply chain, identify the critical components or processes, and audit the suppliers and final processing & assembly manufacturer with your objectives in mind.
- Based on the findings, know where the risks are, and plan accordingly – put resources for prevention and monitoring activities where they are needed.
Quality Control
- Inspect components and products based on identified risks – critical components may be checked at the sub-suppliers’ facilities or in the assembler’s facility. The production can be inspected at several stages. For particularly risky processes, checking early during the pilot run and again during production may be prudent.
- Laboratory testing (compliance & safety, reliability) – samples may be sent to a lab for enhanced checking to assure that they can legally be sold, are safe, and won’t fail when customers use them.
Quality Improvement
- Drive process improvements based on risks and on issues found – your audits, pFMEA, inspections, etc, will probably have found issues which will require corrections (short-term fixes that don’t solve the problem’s reoccurrence), corrective actions (investigating a problem’s root cause/s and stopping it from coming back), and preventive actions (stopping problems before they can occur).
- Set controls based on identified risks – setting up manufacturing process control and preventive maintenance plans will help ensure faster and more sustainable improvements to a manufacturing process and result in good outputs.
- Update the quality standard, risk analysis, etc. over time – New information surfaces every week after production is underway. Suppliers change, new defects and customer complaints occur, etc. If new risks need to be addressed it may be necessary to redo an FMEA and go through the QC and improvement steps until they have been mitigated.
Summary of manufacturing process control
When planning your production process, always take into account the variables that matter most. Make sure the supporting activities (staff training, equipment maintenance, supplier quality…) are run properly. Plan for the controls needed at each step of the manufacturing process, with a pFMEA and a control plan. None of this is very advanced, and yet it will usually result in much more consistent product quality!
Editor’s note: This post was originally published in August 2017 and has been updated with additional information in October 2022.
Want to learn more about the new product introduction process for hardware startups?
Are you currently starting the new product introduction process, or having some issues getting a product that is being produced in China to market? Sofeast’s guide covers everything hardware startups need to know for making a new product in China and successfully bringing it to market.
Hit the button below to read the guide:
